My 40-year career using the National Electrical Code (NEC) began in an unusual place, toward the center of the Code book, specifically Chapter 5. I began that phase of my career working for the research arm of a large industrial insurance group. When I interviewed for the position, I was told a part of my job would include the NEC. In fact, it was a major part of the interview. Specifically, I would represent them on Code-Making Panel 14, which is responsible for the electrical requirements for hazardous locations. I spent the next two years taking a crash course on hazardous locations. The insurer had an interest in the NEC’s hazardous location requirements because it ensures a variety of industrial facilities that use processes involving a variety of hazardous materials. The company’s involvement with the NEC dated back to the very first meeting in 1896.
Later, I joined the staff of the National Fire Protection Association (NFPA) and became the liaison to the Committee on Electrical Equipment in Chemical Atmospheres and, later, the NEC. After I had been at the NFPA for two years, I collaborated with Peter Schram on the textbook “Electrical Installations in Hazardous Locations.” What follows is some of what I learned along the way.
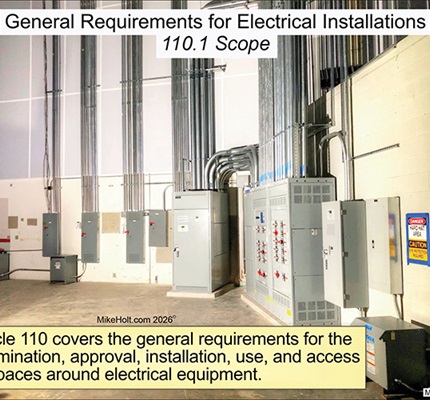
What are hazardous locations?
Hazardous locations exist in a variety of occupancies because of the materials handled, processed or stored in them. The materials are a fire or explosion hazard. Through industry experience, techniques have been and continue to be developed that enable these hazardous materials to be used safely. A variety of occupancy and process standards, address many of the safety precautions. The charge of the NEC is to provide the necessary safeguards to ensure the electrical installation will not be an ignition source.
For a large majority of people, the most commonly encountered hazardous location is the nearby gas station. There are varying degrees of hazard around the fuel dispensers. There also are the service bays of repair facilities, whether part of a dispensing station or not. In fact, two different articles can apply: Article 514 for the dispensing area and Article 511 for a repair facility. NFPA 30A, Code for Motor Fuel Dispensing Facilities and Repair Garages, addresses nonelectrical hazards and contains the hazardous area classifications for the Article 511 and 514 occupancies.
Manufacturing facilities may have several hazardous processes that require classification, such as chemical-process areas and spray painting and dipping areas. A number of standards and recommended practices provide rules or recommendations on the classification of areas. One of the most commonly used standards is NFPA 30, The Flammable and Combustible Liquids Code.
Agricultural facilities and food processing plants often have areas subject to dust hazards, such as areas where flour is part of a process, as well as grain elevators and conveyors. Some facilities have both dust hazards and flammable or combustible liquids or gas hazards.
The classification systems
The NEC uses two systems to classify hazardous locations. The traditional system, which has been used in the United States and Canada for many years, is based on classes, divisions and groups. The NEC also provided an area classification system that is based on zones. The zone system is based on standards of the International Electrotechnical Commission (IEC). The first part of the IEC classification scheme originally appeared in the 1996 edition of the NEC. It allowed the use of additional types of equipment in large industrial and petrochemical facilities, and equipment protection techniques the NEC hadn’t previously recognized.
Class/Division/Group
The NEC’s class/division system lists three classes of hazardous locations. Class I locations are those in which flammable gases, flammable liquid–produced vapors, or combustible liquid–produced vapors are or may be present in the air in quantities sufficient to produce explosive or ignitable mixtures.
Class II locations are hazardous because of the presence of combustible dust.
Class III locations are hazardous because of the presence of easily ignitible fibers or where materials producing combustible flyings are handled, manufactured, or used, but in which such fibers/flyings are not likely to be in suspension in the air in quantities sufficient to produce ignitible mixtures. The most common Class IIII locations are textile mills and clothing manufacturing plants.
Within each of the classes, two divisions specify whether the hazard is expected to exist under normal operating conditions; during a process failure that causes the electrical system to become an ignition source (simultaneous failure condition); or only during a containment, piping or ventilating system failure event.
The definitions of the divisions are in 500.5 of the NEC. A simplification of the definition for a Division 1 location is a location in which the hazard can be expected to exist in normal operations, or it can exist as a result of equipment breakdown that may cause the hazard to exist along with a simultaneous ignition hazard. For Class I and II locations, a simplified explanation is that, in Division 1 locations, the hazard can exist under normal operating conditions. This does not necessarily mean it exists continuously. For most installations, it will not exist continuously, because ignition sources, other than those controlled by the NEC’s rules, also exist within most industrial and manufacturing processes.
An exception to the rule would be the head space of some tanks. However, in many tanks, the vapor in the head space will be too rich to allow the vapors to be ignited.
A Division 1 location can also exist where breakdown or faulty operation could result in the release of ignitible concentrations (gases or vapors) and, at the same time, electrical equipment could become an ignition source. In Class II locations, a Division 1 location can exist where the failure of equipment can result in ignitible concentrations of dusts existing along with a simultaneous electrical ignition source.
For Class I, Division 2 locations, the flammable gases, flammable liquid-produced vapors or combustible-liquid produced vapors are usually in closed containers or closed systems, or the flammable concentrations are prevented by positive mechanical ventilation. Division 2 locations usually will exist adjacent to a Class I, Division 1 location.
In Division 2 locations, the hazard can exist under abnormal conditions, such as mechanical breakdown or the failure of a ventilation system.
Class I locations are more common than Class II locations because those types of materials are in far wider usage.
Class II locations are their own animal. They are areas in which combustible dusts are present. Examples of dust hazards include the handling of agricultural products in grain elevators, cereal production and powder metallurgy.
I visited a coffee-processing facility many years ago, and there was coffee dust throughout the facility, including in nonproduction areas. Constant housekeeping was needed to keep the Class II area to a minimum.
In areas subject to combustible dust, ventilation may not be your friend! Mechanical ventilation can create dust clouds, which can be extremely hazardous.
Dust accumulation on electrical equipment is a problem because it can cause overheating. Accumulated dust can be stirred up into clouds that can become an explosion hazard. Housekeeping and dust collection systems are essential. In the previously mentioned coffee plant, I noted compressed air hoses throughout the production area of the plant. I assume these hoses were used to blow the dust off the equipment. That is a very bad idea because it can create ignitible clouds. Again, just as in Class I locations, even though the NEC mitigates electrical ignition sources, a hazardous condition should not be permitted to continue to exist, because not all of the ignition hazards are electrical.
Article 100 defines “combustible dust,” so I will not repeat it here. However, there is a maximum particle size for a particle to be considered a combustible dust. Sawdust is not dust because the particles are too big. Sawdust is a combustible flying (Class III) material. Class III hazards are not explosion hazards. They are fast-burning fire hazards. Housekeeping is critical in Class II and Class III locations. Vacuum cleaners are often used to keep dust accumulations under control; however, NFPA 499 states the vacuum cleaner must be an approved type, so it does not become an ignition source.
In next month’s column, I will discuss the grouping of hazardous materials with some specific occupancy requirements, and I will compare the traditional way of classifying locations with the IEC classifications in Articles 505 and 506.
About The Author
EARLEY, P.E., is an electrical engineer. Retired from the National Fire Protection Association, he was secretary of the National Electrical Code Committee for 30 years and is president of Alumni Code Consulting Group.